Tetra Pak, Tetra Pak Inventing A/S, Hjørring Denmark
| year | category | company | plant | area | industry | movie |
| 2020 | Advanced Special | Tetra Laval | Tetra Pak Inventing A/S | Denmark | – | – |

Index.
1. Organization Profile

Dr. Ruben Rausing founded Tetra Pak 1950 with the idea to create packaging for liquid food. The first filling machine was delivered in 1952 to a dairy in Lund. In 1961 came the breakthrough of aseptic package. In 1991, Tetra Pak expanded into liquid food processing equipment and plant engineering.
We are today a worldwide company supplying end to end solution for the food industry. There are more than 90 350 Processing Units, 8 770 Filling Machines and 20 800 distribution equipment supplied by Tetra Pak across the globe. Net sales in 2019 was 11.5 Billion Euros throughout the more than 160 countries we are present in and 25 555 employees represented by.
We have an unbroken trend of annual package sales growth, in 2019 we sold 190 Billion packs, corresponding to 78 Billion liters. 95 % of these package types are designed in such a way that they require a key functional component to longitudinally seal the package. This component is hereafter denominated as the LS Strip and is the main product in Hjørring, Denmark.
Within Tetra Pak, we belong to Additional Material and product area Strips & Films. Strips & films have three manufacturing plants. Apart from this one in Denmark we have one in Sweden and one in Thailand.
– Plant at Hjørring, Denmark
In 1976 Inventing Denmark was established in Hjørring. The plant is covering an area of just over 10 000 sqm. We have two distinct production halls and two distinct warehouse halls. We supply 22% of the total demand (2020 TG) to our global customer base using 50 % of our total capacity. The plant has 61 full time employees. 14 white collars and 47 blue collars.
We produce 5 main types of LS Strips. The types are suitable for different package contents. The production process is similar for all product types, differentiation is in the raw materials used in the process. These are changed to achieve specialized product properties. We are certified ISO 9 001, 14 001, 45 001, BRC and FDA.
2. Milestones on the journey of Manufacturing Excellence
Tetra Pak started TPM implementation under the name of World Class Manufacturing (WCM). The reason for this was to find methods to secure continuous improvements and by this keep the position as the marked leader.
In 2005 we decided to start implementing the use of WCM methodology and tools. We did it in cooperation with our sister factory in Sweden. At that time, we saw it as a great opportunity to learn from each other and at the same time develop common standards and structure for the WCM work.
We realised that WCM really means that we had to focus on the losses in the respective factories. Therefore, we saw it as a must, that we had to split the up so both factories could have the full benefit of WCM.
Due to organisational changes and a need to emphasise on WCM, we developed individual WCM organisations in the two factories 2008. Still ensuring cooperation and best practice sharing with quarterly pillar forum meeting with not only Fjällbacka but now also Rayong Thailand participating. We also cross audits, share a Poka Yoke database, and have as a practice to always check with sister factories before starting an improvement team if they have experience and part of the final team audit, we check if the team have been shared with our sister factories.
In 2017 we created a 7 zero board to better manage all losses in a small factory including setting the standard of how to work with the board and share it with all Tetra Pak’s factories worldwide. We have developed an innovative way that AM operators can work structured with sporadic losses in the daily work.
The 7 zero board has seven horizontal rows. Each row represents one major loss. At first there were 7 vertical columns representing steps in a problem-solving route we used. We denominated these steps as the seven abilities.
The board today has 9 steps. The additional steps are to secure knowledge sharing and collective problem-solving across shifts and departments.
Within the product area Hjørring is the front runner applying for JIPM awards:
– 2011 Achieved Excellence Award B
– 2014 Achieved Consistency Award
– 2017 Achieved Special Award
– 2020 Applying for Advanced Special Award.
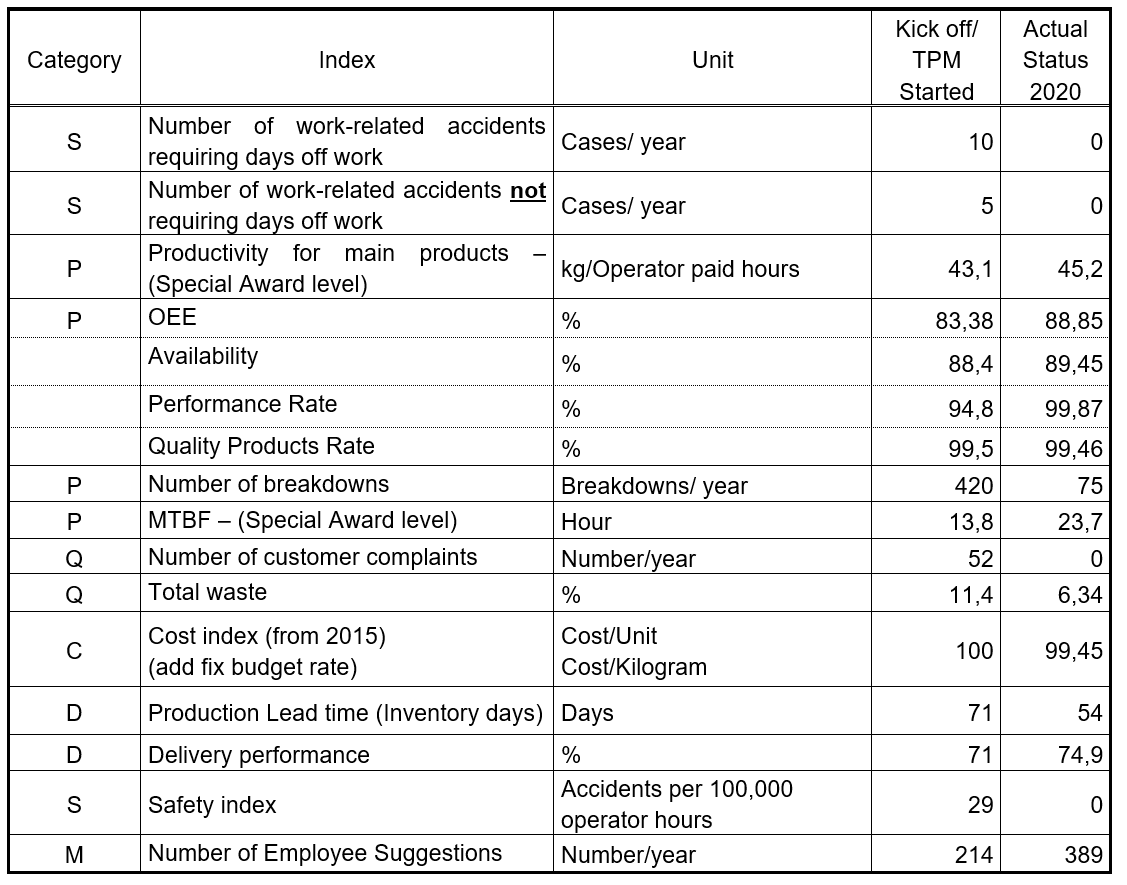
3. Benefits Achieved
Since we have introduced the use of WCM methods, we have achieved remarkable results in our Key Performance Indicators. Our WCM slogan “Staying ahead with WCM” and logo clearly indicates our objective. Staying ahead of competitions including our friendly competition with sister factories by being best in class and the benchmark for others in as many areas as possible. We have been on the WCM journey for 14 years now and we wouldn’t have made it so far without the engagement and contribution from all employees, who have adapted and developed our WCM mindset.
We have achieved some really good results on all measures by implementing WCM and we can truly say that WCM is part of the factory DNA.
Intangible effects:
– Great engagement among operators, who volunteer to join team and are eager to present their results.
– Employees motivate for improving equipment.
– All employee keeps a high level of 5S.
– High level of Safety and Hygienic awareness.
4. Key of our Manufacturing Excellence
In order to maintain and improve our TPM journey we need to maintain the engagement of the entire organization, especially the blue collars who with higher AM steps will meet more challenges.
Reward and recognition are important as well as support in skill development and coaching from managers.
As we move beyond man and method losses to challenge our technological levels further, we need a deeper understanding of the complex links between equipment, process and product.
It is hence very important to move our PM resources to higher skill levels and develop our AM Specialists to take larger responsibilities to be able to unveil more of these complex links and use the tools necessary to attack them.
To be more competitive we need to drive productivity more focused through capacity balancing and better integrate our production processes at the same time as we expand our scope and understanding along the full supply chain.